



Every year, importers lose money on plywood shipments that passed factory testing but arrived with delamination, wrong thickness, or moisture damage. The difference between a clean shipment and a costly dispute comes down to one step most buyers skip or rush: the pre-shipment inspection.
This guide covers exactly what to check, when to check it, and which defects to reject outright — drawn from HCPLY’s on-site QC process and standard international inspection protocols.
📋 What Is a Plywood Pre-Shipment Inspection?
Pre-shipment inspection (PSI): a quality verification carried out when production is 80–100% complete, before goods are loaded into a container. An inspector — from the buyer’s team, factory QC staff, or a third-party agency — checks that the actual shipment matches the purchase order specifications.
For plywood imports, PSI covers four areas:
- Physical dimensions — thickness, sheet size, squareness
- Surface quality — face veneer grade, sanding, film integrity (for film-faced types)
- Structural integrity — delamination, core gaps, glue line quality
- Documentation — certificates, packing list, fumigation compliance
PSI is distinct from production QC. Factory QC runs continuously during manufacturing. PSI is the final gate before the container door closes — and the last point where a buyer can reject non-conforming goods without bearing freight costs.
📐 Step 1: Verify Dimensions Before Touching the Product
Start with a calibrated digital caliper and a steel tape measure. Check these measurements on a sample from each pallet:
Thickness
Standard tolerance is ±0.3mm for plywood up to 25mm thick (HCPLY production data, 2026). Orders destined for Japan or Korea often require ±0.2mm — confirm your purchase order states the tolerance explicitly.
Measure at four corners and the center of each test sheet. A sheet reading 11.6mm on a 12mm order has failed spec. That single sheet isn’t the problem — it signals the entire pressing run may be out of calibration.
Sheet Size (Length and Width)
Tolerance: ±2mm on length and width (1220×2440mm and 1250×2500mm are the two standard export sizes). Sheets running consistently short affect your container utilization calculations and may not fit your buyer’s cutting plan.
Squareness
Place a carpenter’s square on each corner. Panels with racking — where corners are not 90° — indicate improper press alignment or handling. Furniture buyers in particular reject non-square sheets because they cause cutting waste and joint misalignment.

💧 Step 2: Check Moisture Content
Plywood moisture content above 14% creates real risk: delamination during shipping, mold growth inside sealed containers, and dimensional changes after arrival (swelling, warping).
Use a pin-type or pinless moisture meter. Test at least 10 random sheets per 100 sheets in the lot. Target range for export plywood: 8–12% moisture content (Industry standard, ITTO Technical Series No. 45).
⚠️ Important: Containers sealed in humid Vietnamese summers (May–September) are at higher risk. Desiccant bags placed inside the container reduce in-transit moisture absorption. Confirm with the factory whether desiccants are included in the packing specification.
High moisture readings on otherwise acceptable sheets are often a sign the veneer drying stage was rushed. This is a process issue — not just a sheet issue — and warrants inspection of the entire batch.
🔍 Step 3: Surface and Face Veneer Checks
The face veneer grade should match what you ordered. Different grades have different acceptable defect allowances:
| Defect Type | Grade A/B (Furniture) | Grade C/D (Commercial) | Packing Grade |
|---|---|---|---|
| Knots (repaired) | ≤6mm, filled | ≤20mm, open OK | Open, multiple OK |
| Splits (open) | Not allowed | ≤2mm width allowed | Multiple OK |
| Face discoloration | Uniform color required | Slight allowed | Not evaluated |
| Sanding marks | Not allowed | Slight allowed | N/A (unsanded) |
Check the sanding finish specifically for furniture-grade orders. Run your palm across the surface — you should feel no ridges, press marks, or step changes between veneer pieces. Visible sander swirl marks are acceptable; deep press marks are not.
For film-faced plywood, check film adhesion at all four edges. Lift the corner of the film lightly with a fingernail. Film that peels with minimal force indicates poor adhesion — this type fails after 2–3 concrete pours instead of the expected 15+ reuses (HCPLY production data, 2026).
🏗️ Step 4: Core and Internal Structure Inspection
This is where many buyers skip — and where the most expensive problems hide.
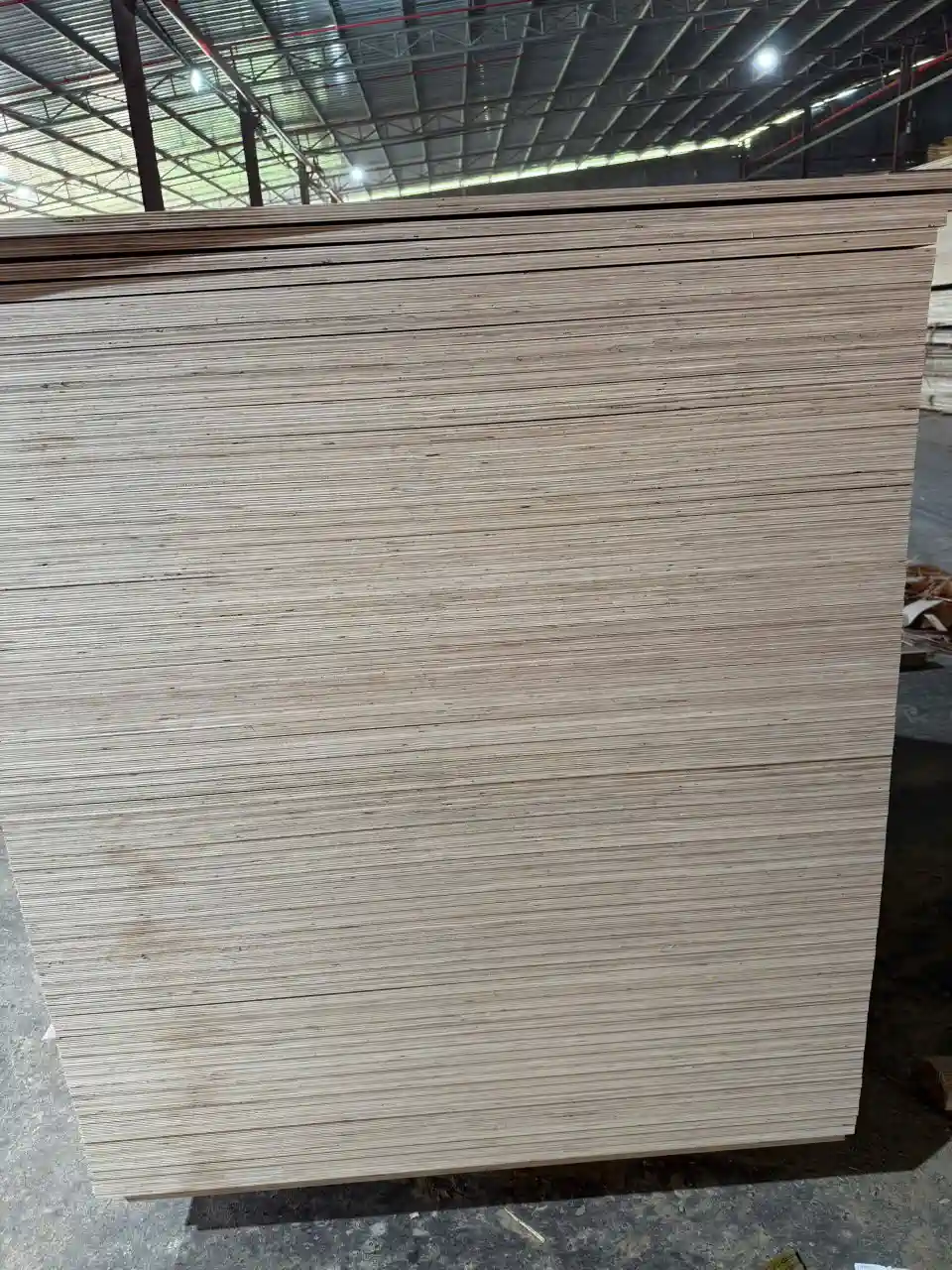
Core Gap and Overlap Check
Ask the factory to cross-cut 3–5 sheets from across the batch (one from each pallet). Examine the cross-section for:
- Gaps: voids between core veneers wider than 3mm are a structural defect. Gaps reduce screw-holding and compress unevenly under load.
- Overlaps: core veneers stacked on top of each other create thickness inconsistency and hard spots.
- Core species match: visually confirm the core species matches what you ordered. Acacia core is dark-colored (~580 kg/m³). Eucalyptus core is lighter-colored and denser (650–750 kg/m³). Styrax is the lightest and palest (480–500 kg/m³). A density substitution — such as acacia delivered instead of styrax — changes the weight of your entire container load.
Glue Line Integrity
A quick field test: take one cross-cut sheet and attempt to split layers by hand along the glue line. Properly bonded sheets require a knife or chisel to separate. If layers peel apart easily at room temperature, the glue bond has failed — this batch will delaminate under humidity in the destination country.
For WBP (phenolic/weather-and-boil-proof) grade, the standard test is a 72-hour boil test (EN 314). For MR (melamine/moisture-resistant) grade, the test is a 12-hour boil (EN 314). Third-party test reports covering a batch production run are acceptable for these — you do not need to boil-test every shipment if you hold a valid factory test certificate covering the product type and batch.

Request factory QC photos and test reports before booking your shipment — no commitment, full inspection documentation pack provided.
📦 Step 5: Packing and Loading Verification
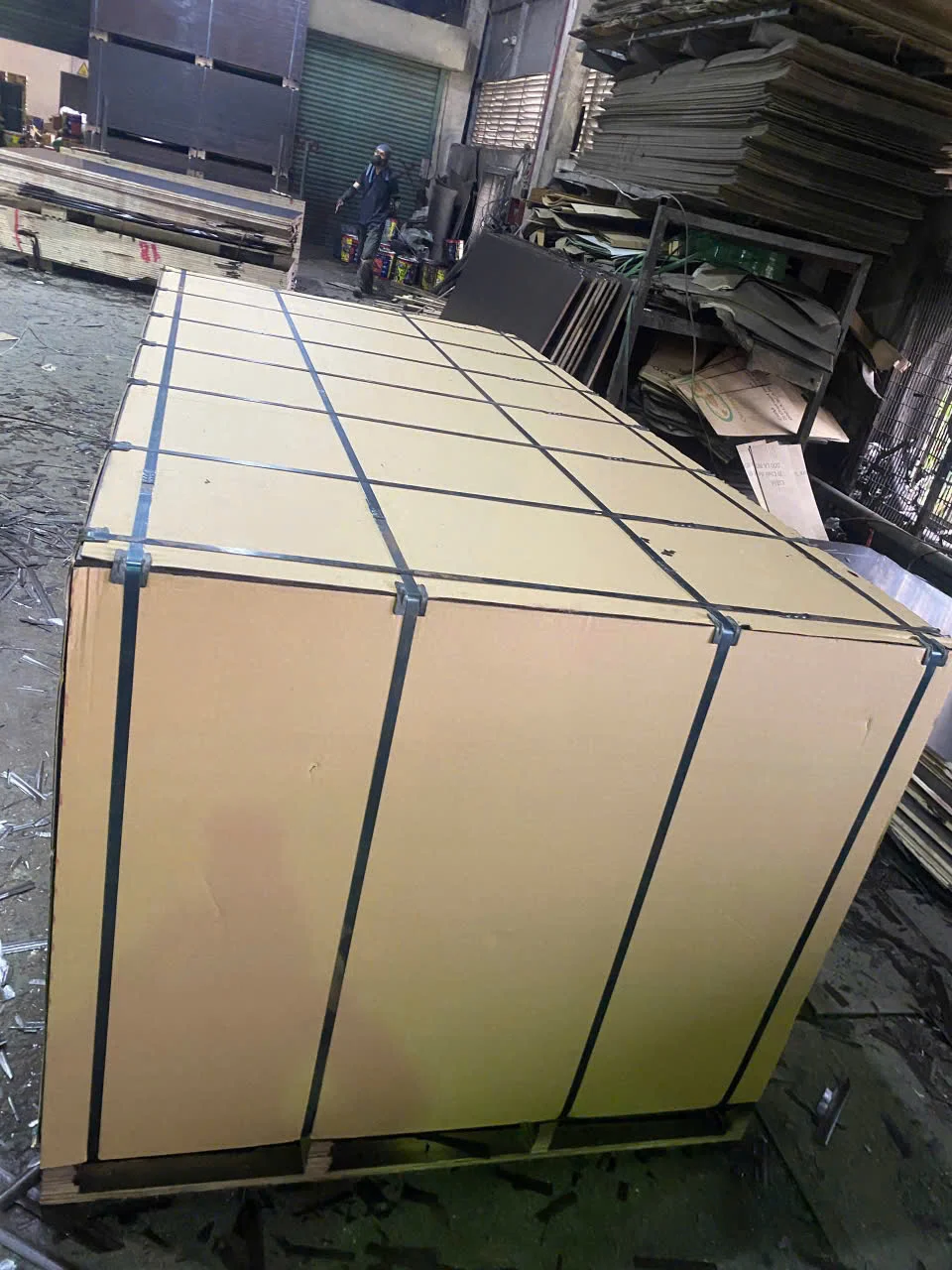
A panel that passes QC can still arrive damaged if packing is inadequate.
Pallet Quality
Check that pallets are:
- Fumigated (ISPM-15 mark stamped on wood) — mandatory for entry into EU, US, Australia, and most markets
- Strapped with metal or PP bands — at minimum 2 bands per pallet on the long axis, ideally 4
- Height within 1000mm from floor to top sheet — this is the forklift-safe standard for 40HC containers (HCPLY logistics spec, 2026)
Container Loading Pattern
For a standard 40HC container, confirm the layout matches the order’s core specification:
- Styrax core: 18 pallets per 40HC
- Acacia core: 16 pallets per 40HC
- Eucalyptus core: 15 pallets per 40HC
Pallets loaded beyond these counts indicate overcrowding, which increases surface damage risk. For a full breakdown of 40HC packing calculations by core type, see our guide on plywood container packing calculation.
📄 Step 6: Document Verification
“Good wood, wrong papers” is a real scenario. Documents that fail customs cost more time and money than rejected sheets.
Before the container is sealed, verify these documents match the purchase order exactly:
| Document | What to Check |
|---|---|
| Commercial Invoice | Product description, thickness, grade, unit price, total value — must match PO |
| Packing List | Sheet count per pallet, pallets per container, gross/net weight per pallet |
| Certificate of Origin (Form E or Form D) | Issuing authority, HS code, exporter name — required for ASEAN FTA duty reduction |
| Phytosanitary Certificate | Required for all wood products entering EU, US, Australia, India |
| Fumigation Certificate | ISPM-15 compliance, treatment date, chemical used |
| FSC Certificate (if ordered) | Chain-of-custody number, product code, FSC claim type |
| CARB P2 / E0 Test Report (if ordered) | Lab name (must be CARB-approved), test date, formaldehyde result |
⚠️ Note: FSC and CARB certificates are batch-specific, not blanket. Confirm the certificate lot number matches the production batch being shipped — not a previous order’s certificate reused.
HCPLY’s full export documentation set covers CO, phytosanitary, fumigation, FSC, and CARB P2 as standard. View the quality certifications page for the full certificate list.
🏭 Step 7: Who Conducts the Inspection?
Three options, each with trade-offs:
Factory QC team (included): Available on every shipment from responsible manufacturers. HCPLY’s on-site QC team conducts pre-loading inspection with photos and moisture readings as standard. This covers most buyers’ needs for repeat orders with established suppliers.
Buyer’s own inspector or factory visit: Practical for buyers located in Vietnam or neighboring countries. Adds direct accountability. Some buyers combine a factory visit with sampling from 3–4 pallets before the container is sealed.
Third-party agency: SGS, Bureau Veritas, Intertek, or specialized Vietnam agencies (such as Vinacontrol). Costs $200–$400 per inspection plus travel. Required for LC (letter of credit) settlements where the bank demands an independent inspection certificate. Also recommended for first orders above $20,000 with a new supplier.
“For first-time importers, I always recommend booking a third-party inspector for the first two shipments,” says Lucy, International Sales Manager at HCPLY. “After you’ve verified specs match twice, factory QC reports with photos are enough for most ongoing orders.”
Visit the HCPLY quality control page to see our standard pre-loading inspection process and what documentation comes with every shipment.
✅ Pre-Shipment Inspection Checklist Summary
Use this checklist before approving container loading:
Dimensions
- Thickness within ±0.3mm of order spec (or tighter, per PO)
- Length and width within ±2mm
- Corners square (no racking)
Moisture
- MC 8–12% confirmed on random sample
- Desiccant bags confirmed for humid-season shipments
Surface
- Face veneer grade matches order (A/B for furniture, C/D for commercial)
- No press marks, deep splits, or unrepaired knots beyond grade allowance
- Film adhesion confirmed on film-faced orders
Core and Structure
- Cross-cut inspection: no gaps >3mm, no overlaps
- Core species visually matches order (color and density check)
- Glue bond passes hand-separation test
Packing
- ISPM-15 fumigation mark on all pallets
- Pallet height ≤1000mm
- Bands: minimum 2 per pallet
- Pallet count matches core type specification (15/16/18 per 40HC)
Documents
- Commercial invoice matches PO (specs, price, quantity)
- Packing list matches actual count
- CO, phytosanitary, fumigation present
- FSC / CARB P2 certificates cover this production batch (check lot number)
🔗 Related Reading
- Plywood Container Packing Calculation — 40HC Factory-Level Tables
- HCPLY Quality Certifications — FSC, CARB P2, CE, ISO 9001
- HCPLY Quality Control Process
✅ Conclusion
A plywood pre-shipment inspection covering dimensions, moisture, surface grade, core structure, packing, and documents catches the defects that production QC misses. The 4–6 hours an inspection takes costs far less than a partial rejection or a customs delay.
HCPLY provides on-site QC photos, moisture readings, and full export documentation as standard on every shipment. For buyers who want an independent third-party inspection, we coordinate access for SGS, Bureau Veritas, Intertek, and Vinacontrol with advance notice.
Request a factory inspection appointment and documentation pack — no commitment required.